

斜床身铣端面打中心孔机床XS160-1600设备布局及控制原理
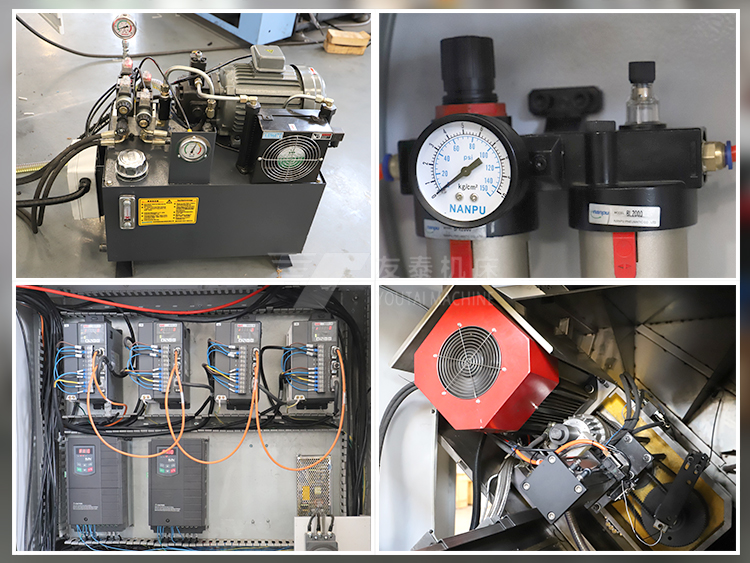
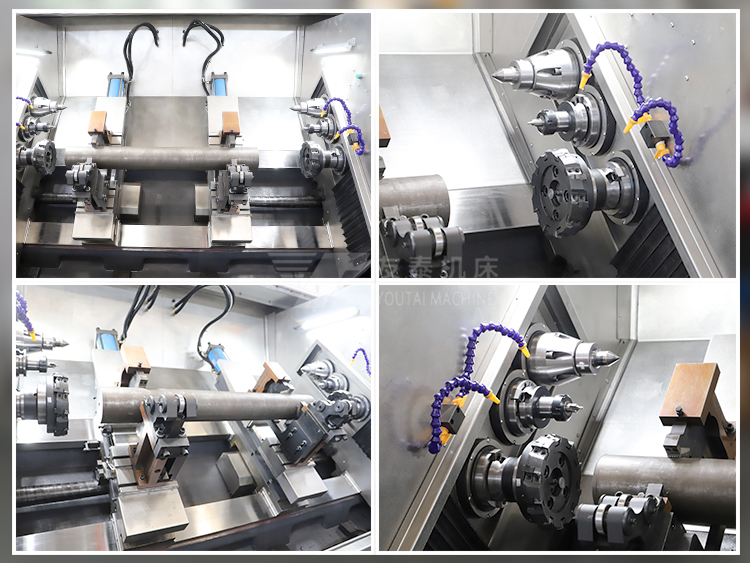
本设备为斜式四工位布局,Z1、Z2实现工件总长控制、中心孔深度以及进退刀控制;X1、X2实现平面铣削、各工位转换控制。主轴旋转由变频电机控制,实 现切削主运动。工件由强力自定心油压虎钳夹紧,设备设有轴向定位系统及滚动支撑,轴向移动工件轻便。


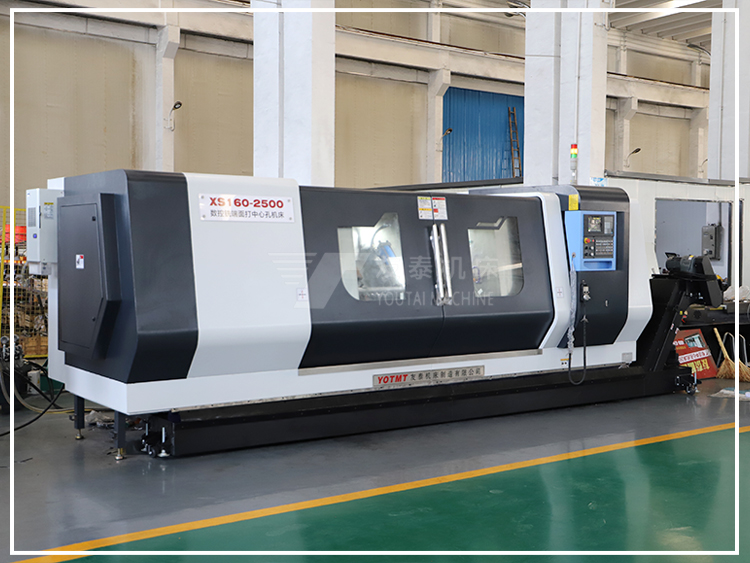


斜床身铣端面打中心孔机床XS160-1600主要特点
1、床身:采用整体斜床身结构,加宽导轨跨距及加大导比用于提高设备刚性。HT300树脂砂铸造工艺,经有限元分析计算,合理的加强筋结构,严格经过二次时效处理。导轨磨削采用粗磨冷确后精磨的工艺,使导轨精度达到很好的加工状态;
2、导轨:加大高刚性矩型导轨,滑台面经贴塑处理,降低磨擦系数,避免爬行现象,容积式润滑系统供给,润滑充份,采用大直径预拉伸双螺母滚珠丝杠传动,刚性强,丝杠两端配有聚氨酯缓冲装置,使用寿命延长;
3、夹具:采用的液压自定心虎钳,性能稳定,装夹方便,夹持力强。特别研发的夹具结构不仅具备钳口中心高度微调功能,克服了夹具前后调整时难度大、调整精度不受控制,操作不方便的情况。新开发的夹具调整时不仅精度易控制,而且简单方便,使夹具调整节约90%以上的时间。并设有轴向定位,定位方便;
4、数控系统:设备配置总线伺服控制系统,开机无需回零即可加工。外置手持操作盒,对刀操作方便,数控系统具有手轮模拟试切功能,有效防止程序编错造成机床撞车;
5、机床防护:机床采用全封闭防护,经静电喷涂工艺处理,内部采用不锈刚封闭式防护,美观大方。





 双子星数控车床
双子星数控车床
 ZK8220三轴卧式铣打机
ZK8220三轴卧式铣打机
 DT200-1500六轴多功能铣钻中心
DT200-1500六轴多功能铣钻中心
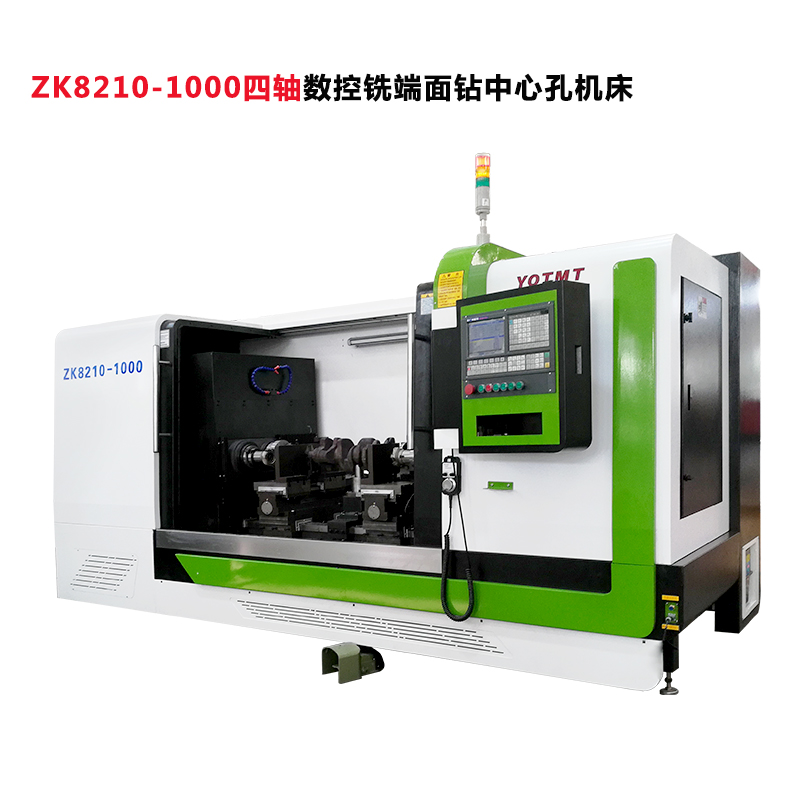 ZK8210四轴卧式铣打机
ZK8210四轴卧式铣打机
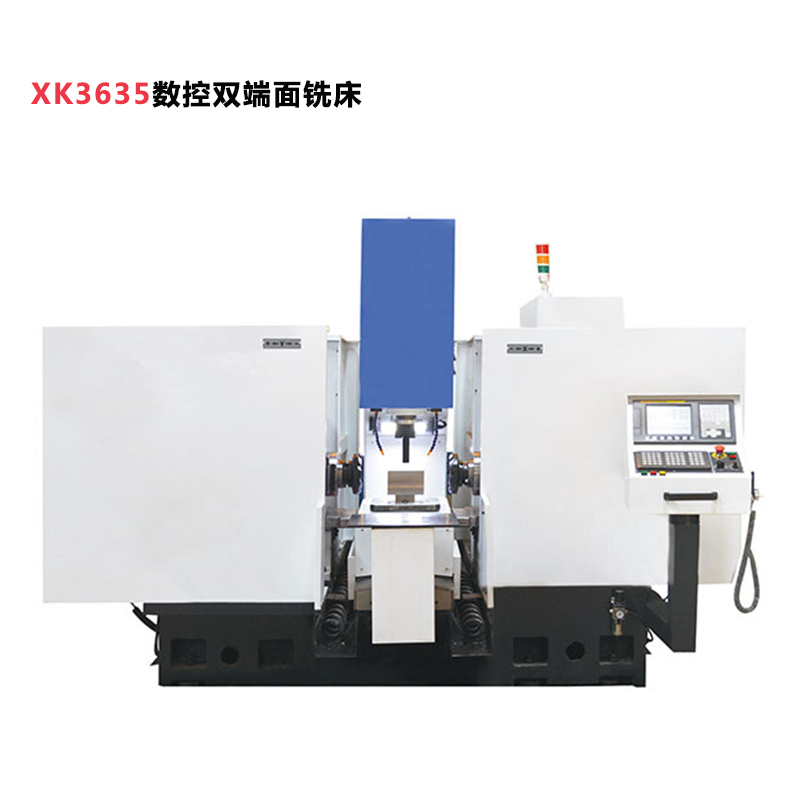 XK3635数控双端面铣床
XK3635数控双端面铣床
 ZK8210铣端面打中心孔机床(可定制)
ZK8210铣端面打中心孔机床(可定制)
 VMC1580数控加工中心
VMC1580数控加工中心
 ZK8205-500数控铣端面打中心孔机床
ZK8205-500数控铣端面打中心孔机床
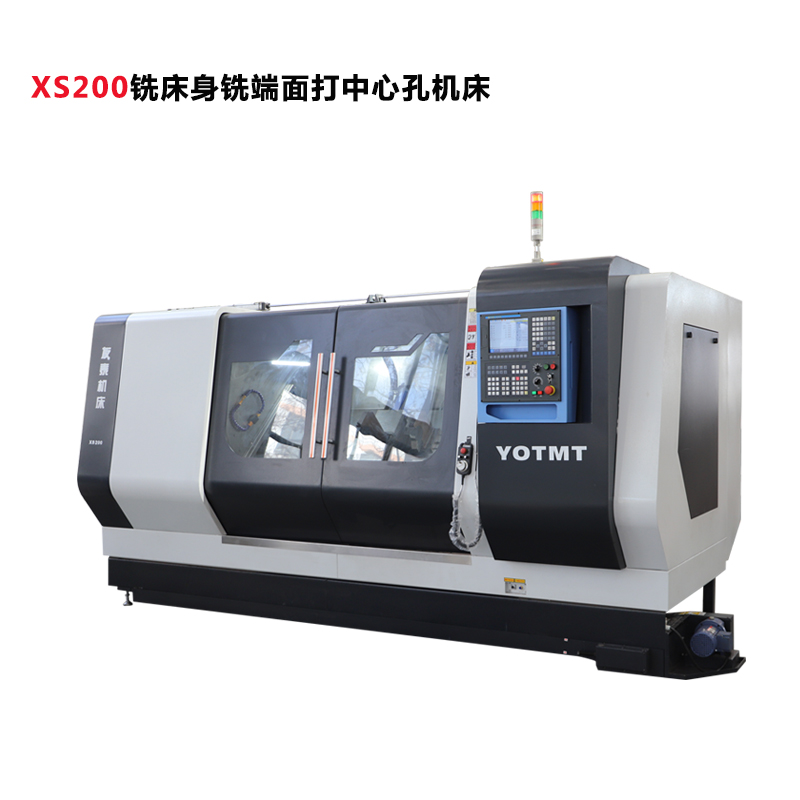 XS200铣床身铣端面打中心孔机床
XS200铣床身铣端面打中心孔机床