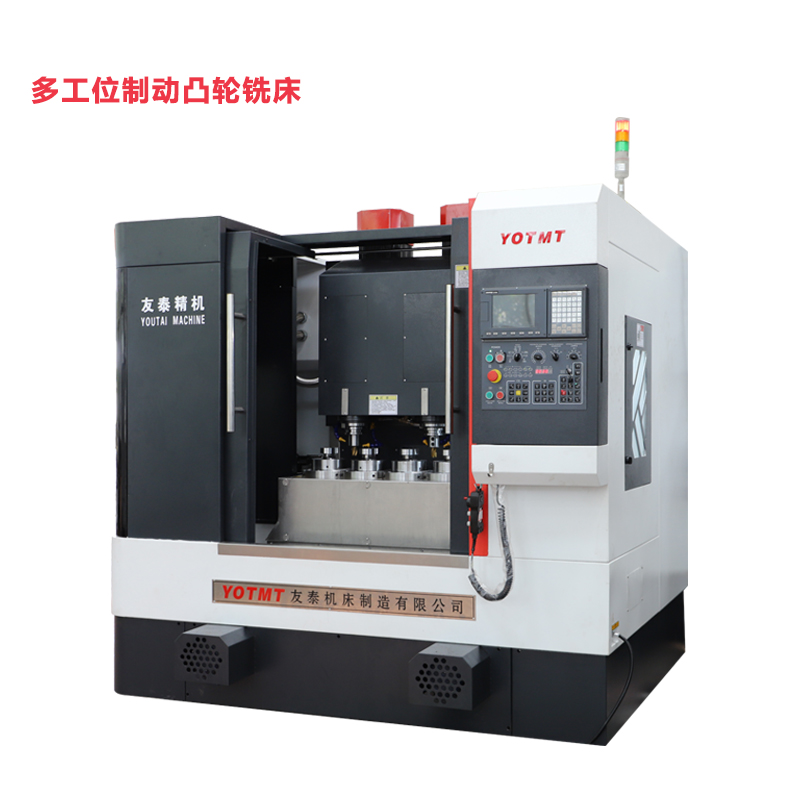
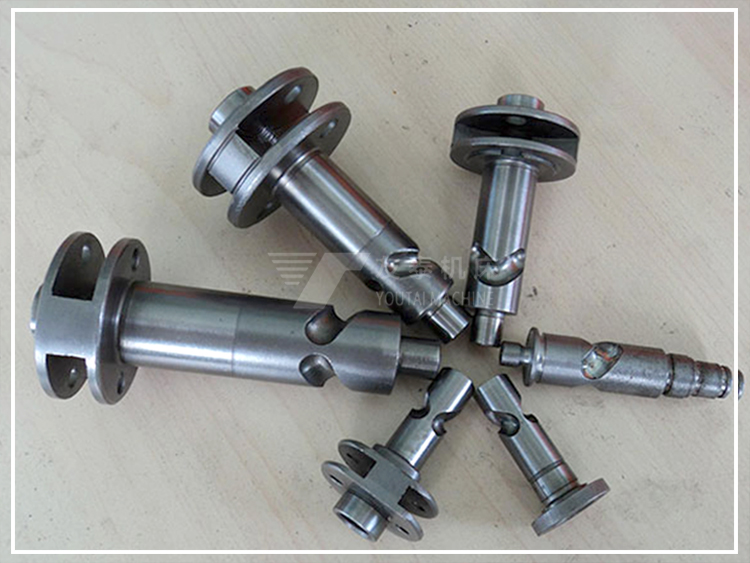
该目标零件铣槽工序目前较常用的加工方法是采用立式加工中心,加工节拍一般在80~140秒/件。该款为电动工具动力输出轴专用机床采用对置高速主轴,两边可同时加工,比立式加工中心(钻攻中心)可提高2~5倍加工效率(以 Φ6球槽为例铣槽+倒角加工节拍可达30秒/件),同时具有精度高、表面光洁度高的优点。是电动工具行业该类型零件成批大量生产的理想设备,可配置机械手 实现无人化生产。












上一篇:没有了
下一篇:电动三轮车后桥数控专用机床